第一步:刃口摆平轮面靠
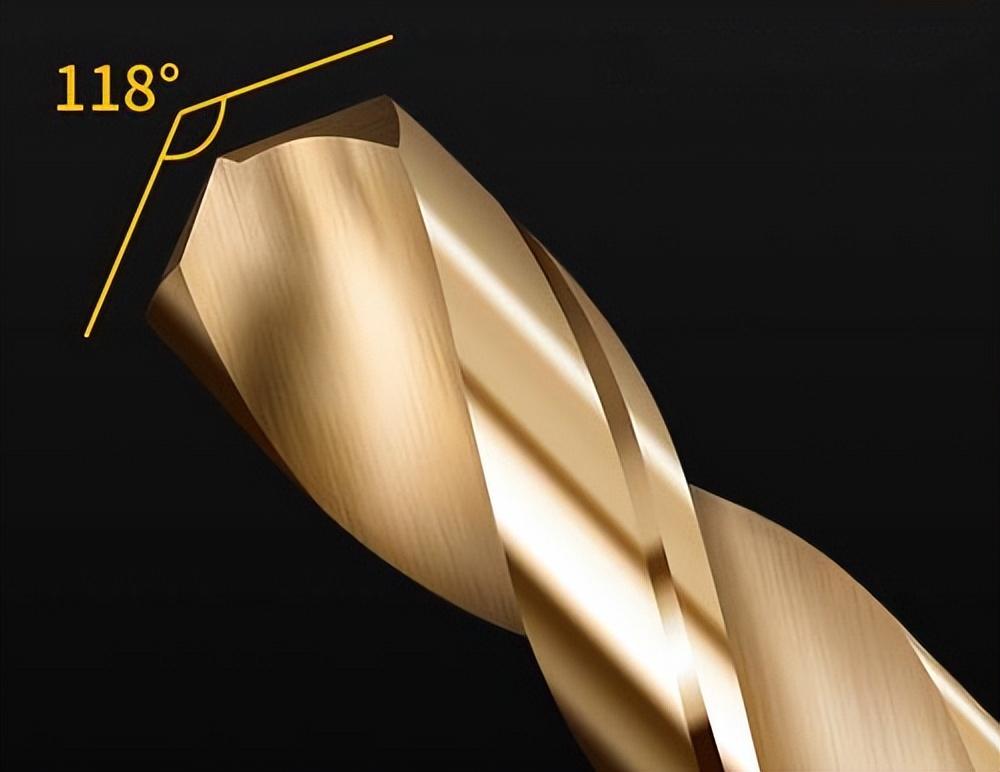
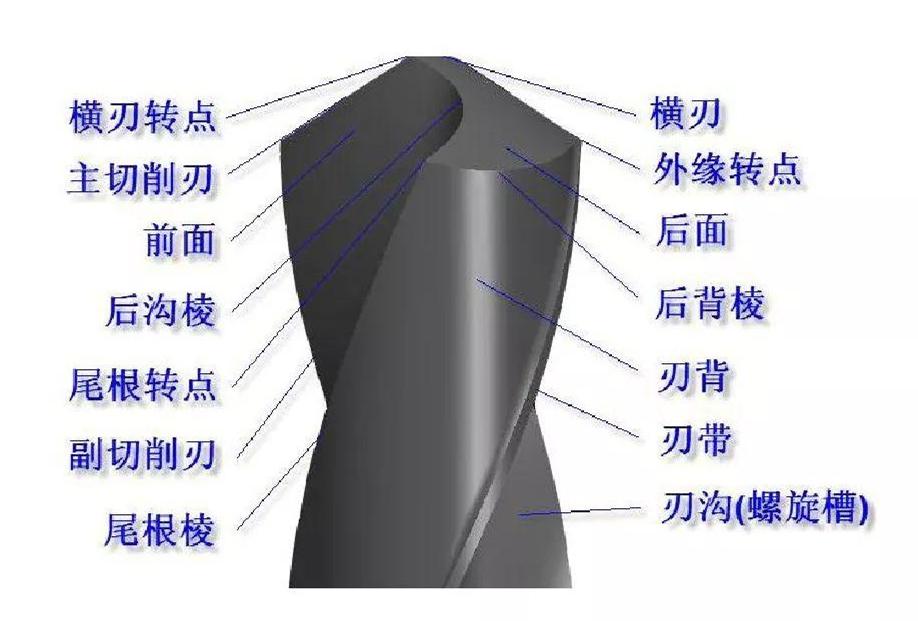
很多朋友磨钻头几下就磨废了,就是因为第一步没有做好,麻花钻的角一般为118°,磨钻头时,先将钻头的主切削刃与砂轮面放置在同一个平面,然后慢慢靠上去。
第二步:钻轴斜放出锋角
斜放的角度,这里说的是钻头轴心线与砂轮面之间的角度,一般取60°左右即可。斜放的时候一定要注意,同时还要考虑到钻头刃与砂轮面的水平位置,两者都要把握好。

第三步:由刃向背磨后面
磨刃时,从主切刃往后面磨,操作时一定要缓慢,同时要注意钻头的冷却,不要磨过火了。
第四步:上下摆动尾别翘
这是磨钻头的一个标准动作,主刃口在砂轮上均匀的上下摆动,前端上下摆动,而后端不要摆动。磨的差不多时,从刃口开始往后角蹭一下,让刃口看起来更加光洁明亮平滑。

磨好了一边再磨另一边,对于大号的钻头还要磨一下锋尖,这样钻头开始钻孔时更锋利。

总结:针对以上四点多加练习即可,没有什么技巧,磨的多了感觉也就出来了,自然而然的也就能磨出锋利的刃口